![]()
eMail an Thermografie Schweiger
Anschrift:
Harald Schweiger
Schmiedestraße 1
D-99706 Hachelbich/Thüringen
Tel.: +49(0)3632-700194
Fax: +49(0)3632-544902
Funk: +49(0)172- 7145760
PDF-Datei 1 zum Thema (2,45 MByte-ZIP)
PDF-Datei 2 zum Thema (1,35 MByte-ZIP)
PDF-Datei 3 Meßfehler im Druckguss (0,5 MByte-ZIP)
PDF-Datei 4 Neues zur partiellen Emissivitätskorrektur im Druckguß (0,5 MByte-ZIP)
Ich freue mich, daß sich die Thermografie auch durch meine Dienstleistung in den Al-/Mg-Druckgießereien etabliert hat, möchte auf diesem Stand aber nicht verharren. Es gibt Neuigkeiten in Bezug auf live Bildkorrektur bei Messungen an blanken Werkzeugen. Mehr dazu im Ausblick am Ende der Seite und in PDF-Datei 4. Es ist im Druckguß wegen unterschiedlich blanker Oberflächen und ausgeprägter Konturen schwer, zu verwertbaren Temperaturaussagen zu kommen (PDF-Datei 3). Grund sind Effekte aus der Strahlungsphysik. Das Wärmebild der im IR meist blanken Formoberfläche zeigt fast immer größere Temperatursprünge, die sich zunächst nicht erklären lassen. Leider ist es, bis auf wenige Ausnahmen, nicht ausreichend, die Kamera einfach auf die Form zu richten und die angezeigten Temperaturen zu verwerten. Wegen der starken Winkelabhängigkeit ändern sich die scheinbaren Temperaturen bei geringer Veränderung des Kamerastandortes partiell ganz erheblich. Besonders bei Formen mit großen, glatten Flächen und Radien in der Kontur sind krasse Fehlmessungen die Regel. Je nach eingestelltem (globalem) Emissionsgrad reicht die angezeigte Temperaturspanne einer IR-Aufnahme nach Entnahme schlimmstenfalls von 200°C...600°C ?! Nachfolgend werden einige Effekte an Beispielen beschrieben und Lösungen aufgezeigt. Die Meßgenauigkeit liegt nach meiner Erfahrung unter optimalen Bedingungen bei +/- 15 K (Praxiswert). Absolute Genauigkeit und thermische Auflösung der Kamera sind dagegen eher von untergeordneter Bedeutung. Der Großteil der Fehler kommt aus der Physik. Es ist nahezu unmöglich die gerade gegossenen Teile zu messen (Emissionsgradsprünge und Reflexionen, die sich auch nicht mit IR-Polfilter eliminieren lassen) !
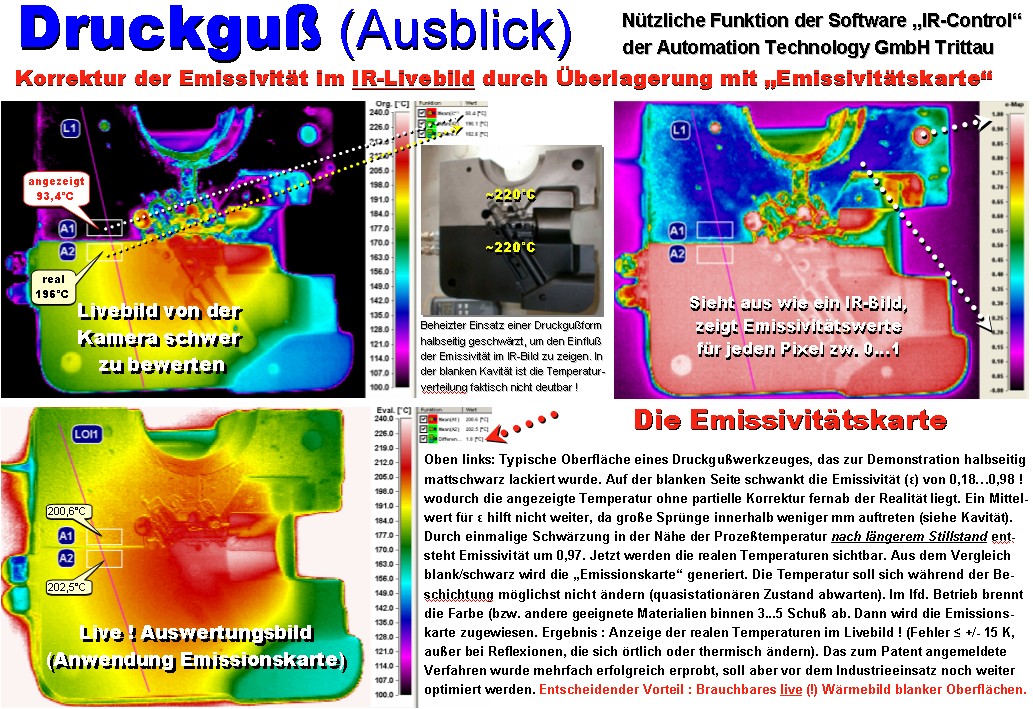
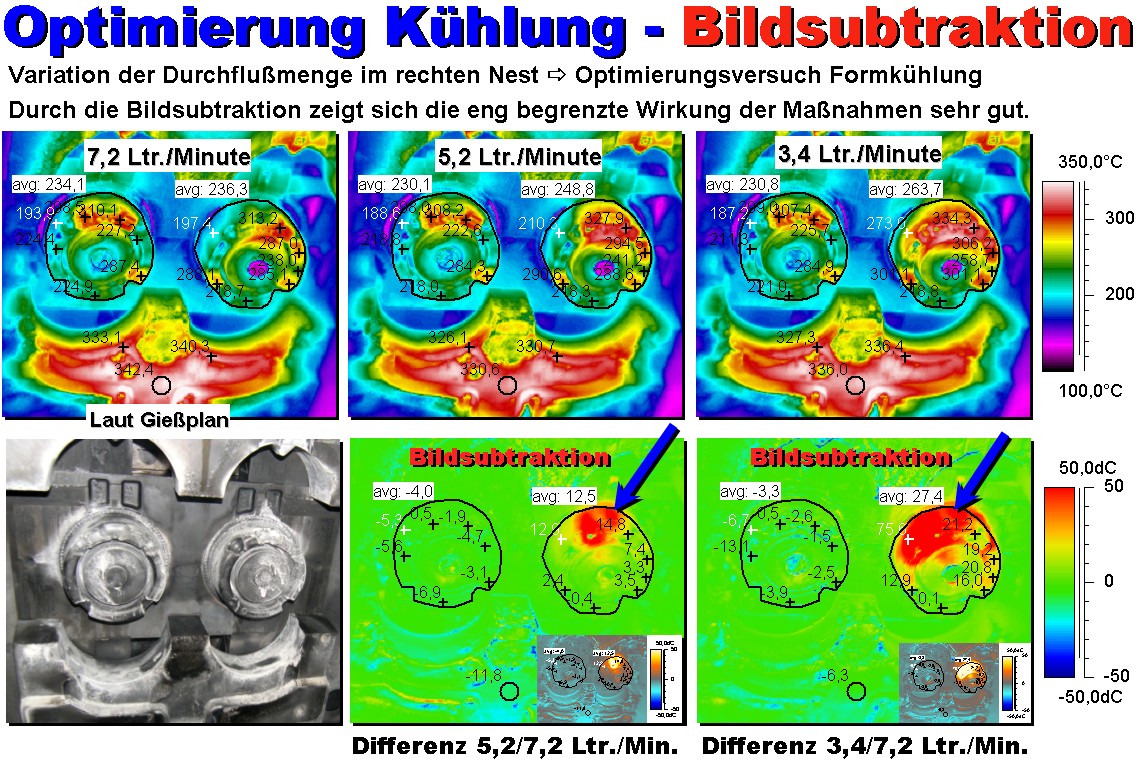
 Physikalische Effekte an blanken Oberflächen Physikalische Effekte an blanken OberflächenZur Demonstration wurde der Einsatz einer Druckgußform auf ~200°C aufgeheizt (für größere Darstellung bitte Bild anklicken). Die Hälfte der Fläche ist schwarz lackiert, der Rest unterschiedlich blank. Auf der schwarzen Seite herrscht homogene Emissivität um 0,97, auf der anderen schwankt sie von 0,18 bis 0,98 ! Im Radius unten, mittig spiegelt sich rechts die geschwärzten linke Seite. Auf der blanken Seite fallen am Rand warme Zonen auf. Es handelt sich um Löcher im Werkzeug, die als Hohlraumstrahler (E~1) wirken. Die Temperatur ist nicht wirklich höher. Das sieht man an den Löchern auf der schwarzen Seite. Hier gibt es kaum Emissivitätsunterschiede, wodurch die Löcher gemäß der realen Temperatur etwa auf dem Niveau der Umgebung liegen. Vorsicht also beim Beurteilen der blanken Formoberfläche ! |
 Ich schwärze die Form nach lg. Stillstand (Sichtbarmachung der Temperierung sowie Referenz für partiellen Emissionsgradabgleich) sowie unmittelbar nach Entnahme im lfd. Betrieb (ohne zu Sprühen). Nach der Schwärzung zeigt sich in etwa die wahre Temperaturverteilung. Allerdings kühlt die Kontur unterschiedlich ab, heiße oder hervorstehende Stellen sehr viel schneller. Hieraus resultiert natürlich ein Meßfehler, der je nach Wartezeit bis zur Aufnahme des Bildes 60°C im Werkzeug betragen kann. In Zukunft wird dies wahrscheinlich einfacher. Hierzu mehr im Ausblick am Ende dieser Seite. Ich schwärze die Form nach lg. Stillstand (Sichtbarmachung der Temperierung sowie Referenz für partiellen Emissionsgradabgleich) sowie unmittelbar nach Entnahme im lfd. Betrieb (ohne zu Sprühen). Nach der Schwärzung zeigt sich in etwa die wahre Temperaturverteilung. Allerdings kühlt die Kontur unterschiedlich ab, heiße oder hervorstehende Stellen sehr viel schneller. Hieraus resultiert natürlich ein Meßfehler, der je nach Wartezeit bis zur Aufnahme des Bildes 60°C im Werkzeug betragen kann. In Zukunft wird dies wahrscheinlich einfacher. Hierzu mehr im Ausblick am Ende dieser Seite. |
 |
 |
 |
 |
Ausblick |
|